ठंडा वेल्डिंग द्वारा लिनोलियम: प्रक्रिया की विशेषताएं

कई दशकों तक, लिनोलियम आवासीय परिसर के लिए सबसे लोकप्रिय फर्श में से एक बना हुआ है। इसके कई फायदों में मरम्मत में विशेषज्ञों की मदद के बिना स्थापना की संभावना है, हालांकि, जोड़ों के सही कनेक्शन जैसे लिनोलियम डालने की कुछ बारीकियां। अभी भी कलाकार से कुछ विशिष्ट ज्ञान की आवश्यकता है।
कंपाउंड प्रकार
यदि आपको लिनोलियम की दो चादरें जोड़ने की ज़रूरत है, तो आपको सभी संभावित डॉकिंग का विचार प्राप्त करना चाहिए।
वर्तमान में, निम्नलिखित साधनों का उपयोग करके सीमों की स्थापना संभव है:
- गोंद;
- गर्म वेल्डिंग;
- ठंडा वेल्डिंग।
मैस्टिक द्वारा, जो लिनोलियम के साथ काम करते समय उपयोग किया जाता है, एक प्रकार का बहु-भाग चिपकने वाला पेस्ट (आमतौर पर बिटुमेन पर आधारित मैस्टिक का उपयोग किया जाता है)। इस तरह के "पुटी" का सीधा उद्देश्य फर्श के सापेक्ष मुख्य सतह क्षेत्र का निर्धारण और भौतिक जोड़ों के ग्लूइंग दोनों को एक साथ जोड़ना है। चिपकने वाला मैस्टिक को सुरक्षात्मक के साथ भ्रमित नहीं किया जाना चाहिए, जिसका कार्य लिनोलियम को अच्छी हालत में रखना और उस समय तक बढ़ाया जाना चाहिए।


सतह जोड़ों में शामिल होने के लिए सीधे मैस्टिक का उपयोग एक सिद्ध विधि है, जिसमें अभी भी एक निश्चित लोकप्रियता है।
इस विधि का मुख्य "ट्रम्प कार्ड" डॉकिंग की उच्च शक्ति है।
हालांकि, किसी को इस तथ्य के लिए तैयार रहना चाहिए कि उत्पाद की अखंडता को समाप्त करने की स्थिति में असंभव है। इसके अलावा, मैस्टिक के जोड़ों को कुछ अतिरिक्त तैयारी की आवश्यकता होती है: कपड़े के किनारों को धूल से साफ करने के अलावा, उन्हें degrease करने की सिफारिश की जाती है।

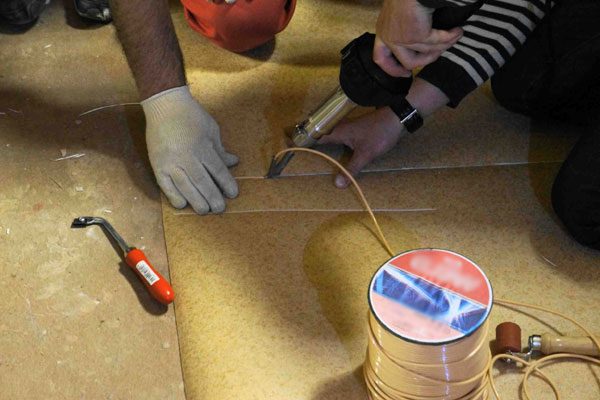
सुरक्षित रूप से लिनोलियम के सीम गोंद करने का दूसरा तरीका गर्म वेल्डिंग है। जैसा कि नाम का तात्पर्य है, कनेक्शन का सिद्धांत गर्म हवा की धारा और हीटिंग द्वारा नरम सतहों के बाद के आसंजन के साथ कपड़ों की प्रसंस्करण पर आधारित होता है।गर्म वेल्डिंग के साथ सीम को वेल्ड करने के लिए, एक विशेष उपकरण की आवश्यकता होती है - एक भराव रॉड के साथ एक गर्मी बंदूक (वेल्डिंग हीटर), जो पैनलों के बीच के अंतर को भरती है और फिर लिनोलियम को वेल्ड करती है।
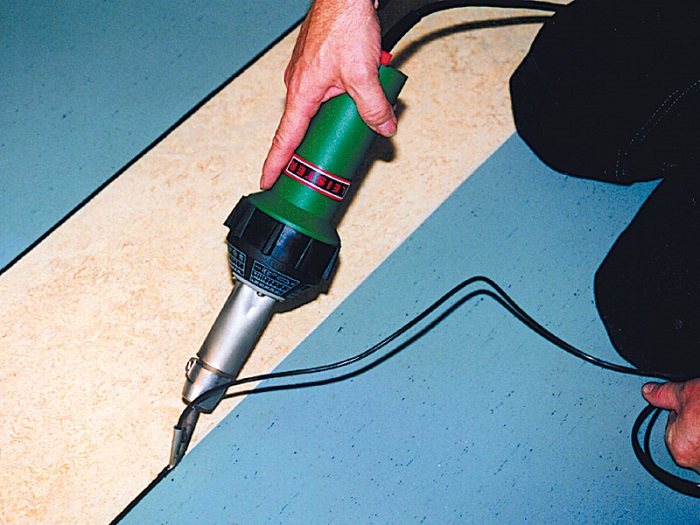

उच्च शक्ति और पैक की पूरी मजबूती के बावजूद, इस तरह के जोड़ों को जोड़कर प्राप्त किया जाता है, यह गैर-पेशेवरों के कई कारणों से लोकप्रिय नहीं है। सबसे पहले, गर्मी बंदूक की खरीद में मरम्मत की वित्तीय लागत में काफी वृद्धि होती है, लेकिन यह सलाह नहीं दी जाती है कि इस संकीर्ण प्रोफ़ाइल उपकरण को एक सोल्डरिंग लोहे के साथ प्रतिस्थापित करें, जो कई घरों में पाया जाता है (सीम अस्थायी और असमान होगा)। दूसरा, घने और कठोर लिनोलियम के साथ काम करते समय हवा की मदद से सीमों की वेल्डिंग केवल तभी संभव होती है जब नरम व्यक्ति पिघलाएगा और निराशाजनक रूप से खराब हो जाएगा।

इसके अलावा, वेल्डिंग मशाल के साथ काम करने के लिए काफी आकस्मिकता और चौकसता की आवश्यकता होती है, और सबसे महत्वपूर्ण बात यह है कि एक निश्चित कौशल और अनुभव, जो मरम्मत में शुरुआती नहीं हो सकता है। हॉट-वेल्ड डॉकिंग का एक और स्पष्ट नुकसान काम के अंतिम परिणाम के रूप में एक मोटे संयुक्त है।
लिनोलियम के जोड़ों को जल्दी और सटीक रूप से चिपकाने का सबसे इष्टतम और सरल तरीका, अंतिम कनेक्शन है - ठंडा वेल्डिंग। जाल का आसंजन और निर्धारण सामग्री के सक्रिय विघटन और ठोसकरण के बाद एक मोनोलिथ में इसके परिवर्तन के माध्यम से होता है। काम के इस तरीके के समकक्षों पर कई फायदे हैं।


सबसे पहले, ठंड वेल्डिंग के उपयोग में एक विशेष उपकरण के अधिग्रहण, साथ ही पेशेवर कौशल के कब्जे में शामिल नहीं है। माउंटिंग के लिए आवश्यक सभी तरल गोंद की एक ट्यूब है (एक सुई सुई टिप किट में शामिल है) और एक दृढ़ हाथ है।
डॉकिंग और उसके अंतिम चरण की तैयारी सहित सभी इंस्टॉलेशन कार्य सरल और काफी तेज़ हैं। पूर्ण सुखाने में भी प्रतीक्षा करने में लंबा समय नहीं लगता है: दो घंटों के बाद, सीम पर डर के बिना हमला किया जा सकता है, और 8 घंटे बाद पूर्ण ठोसता आती है (तुलना के लिए, गर्म वेल्डिंग विधि द्वारा प्राप्त जोड़ों का आसंजन केवल एक दिन के बाद होता है)।
ठंड वेल्डिंग का दूसरा निर्विवाद लाभ इसकी बहुमुखी प्रतिभा है: जुड़ने की यह विधि लिनोलियम के किसी भी सामग्री और वर्गीकरण (परिचालन उद्देश्य) के लिए उपयुक्त है।
इस गोंद के साथ पुराने कोटिंग की मरम्मत भी संभव है: ठंड वेल्डिंग अक्सर नुकसान की साइट पर स्थापित पैच की सीम को संसाधित करने के लिए प्रयोग की जाती है।

इसके अलावा, मैस्टिक या गर्म वेल्डिंग के साथ स्थापना के दौरान प्राप्त सीमों की तुलना में, इस तरह से बनाए गए जोड़ अधिक ठोस और साफ होते हैं, जिसका अर्थ है कि वे नग्न आंखों से कम दिखाई देते हैं। यह ध्यान दिया जाना चाहिए कि वे गर्मी बंदूक द्वारा उत्पादित सोल्डरिंग से कम टिकाऊ नहीं हैं।
ठंड वेल्डिंग का एक और "लाभ" किसी भी आकार के जोड़ बनाने की क्षमता है।

इस विधि को अनिवार्य है जब कमरे से कमरे में बदलते पैनलों को स्थापित करते हैं या गैर मानक योजना के आवास के तल के साथ काम करते हैं।
ठंड वेल्डिंग का उपयोग करके डॉकिंग के पक्ष में कई मजबूत तर्कों के बावजूद, इसके उपयोग पर कुछ प्रतिबंध हैं।। इसलिए, इन मामलों में सीम स्पष्ट रूप से ध्यान देने योग्य होने के कारण मल्टीलायर लिनोलियम या कोटिंग में शामिल होने के लिए इस क्लैंप का उपयोग करने की अनुशंसा नहीं की जाती है। इसके अलावा, गोंद जो जुड़ने की इस विधि के लिए प्रयोग किया जाता है, में उच्च विषाक्तता होती है और श्वसन पथ के लिए हानिकारक है,इसलिए, ठंड वेल्डिंग के साथ काम करना, कमरे में ताजा हवा की स्थिर आपूर्ति की सख्ती से निगरानी करना और दस्ताने के साथ श्वसन यंत्र और हाथ संरक्षण के बारे में भी भूलना जरूरी नहीं है।



गोंद के प्रकार
लिनोलियम के सीम को ठीक करने के साधन के रूप में ठंड वेल्डिंग के पक्ष में अपनी पसंद बनाने के बाद, आपको तीन प्रकार के उपयुक्त गोंद की उपस्थिति पर ध्यान देना चाहिए।
- टाइप ए;
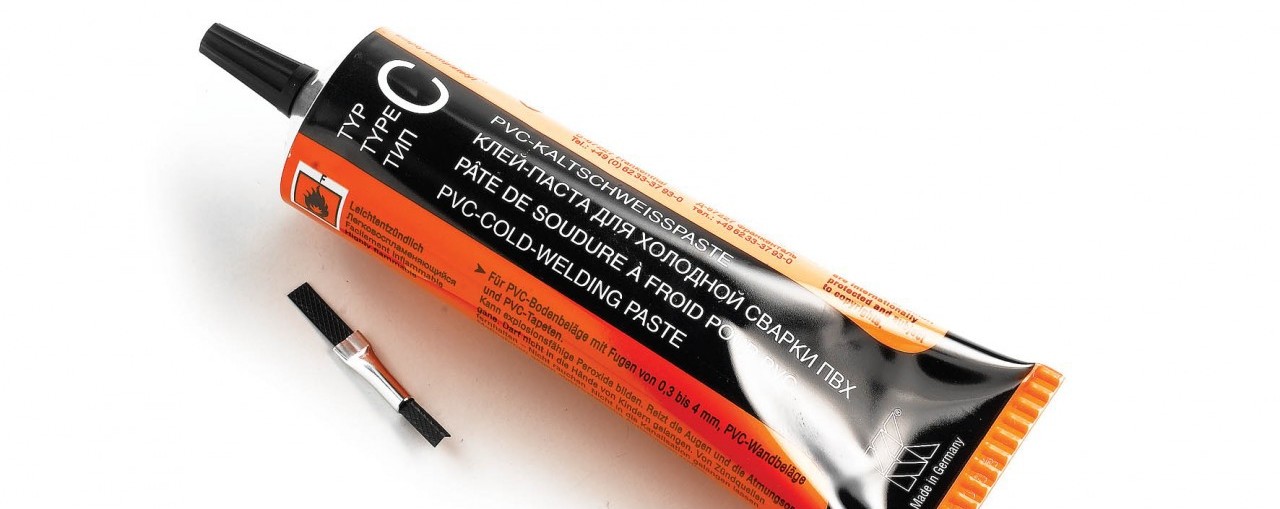
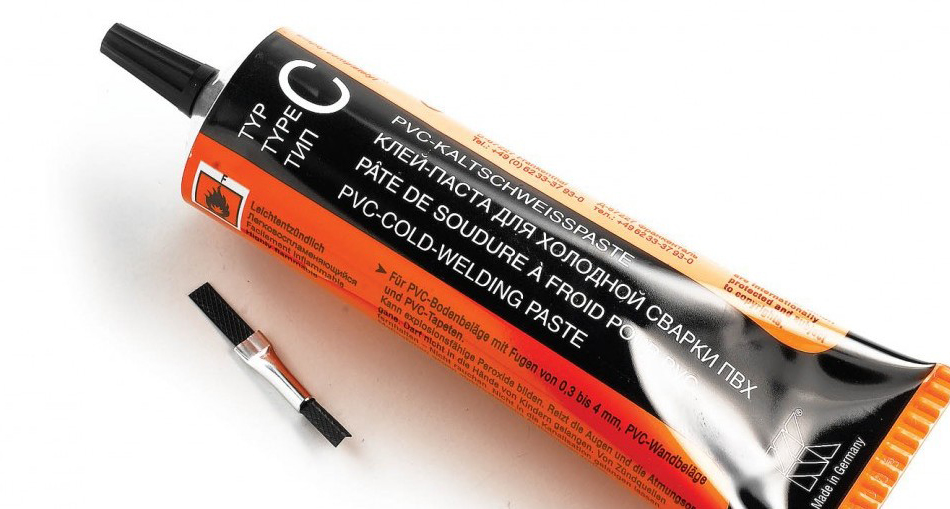
- टाइप सी;
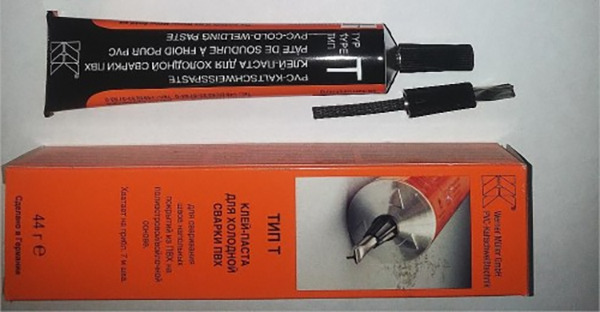
- टाइप टी

संचालन, विशेषताओं और संरचना के सिद्धांत में महत्वपूर्ण अंतर नहीं है (इस तरह के मुहरबंद और निविड़ अंधकार चिपकने वाले अधिकांश प्लास्टाइज़र के अतिरिक्त के साथ टेट्राहाइड्रोफुरन और पीवीसी के आधार पर बनाए जाते हैं), प्रत्येक प्रकार के ठंड वेल्डिंग का अपना संकीर्ण उद्देश्य होता है।
- टाइप ए एक नई या हार्ड कोटिंग (आदर्श रूप से पॉलीविनाइल क्लोराइड से बने) को घुमाने के लिए सबसे उपयुक्त है। टिप की सुई सुई को 2 मिमी से अधिक चौड़ाई वाली अंतराल को घुमाने और भरने के लिए अनुकूलित किया जाता है, पैनलों के किनारों को पूरी तरह चिकनी होना चाहिए। इसकी रचना में विलायक का एक बड़ा हिस्सा होने के कारण, ए वेल्डिंग में पर्याप्त तरल स्थिरता होती है, इसलिए, इसके साथ काम करना, किसी को जल्दबाजी नहीं दिखानी चाहिए। इस प्रकार के ठंड वेल्डिंग द्वारा प्राप्त सीम साफ है और प्राकृतिक प्रकाश के स्रोत के लिए सही स्थान के साथ (जोड़ों को खिड़की के लिए लंबवत होना चाहिए) अपरिहार्य है।

- टाइप ए के विपरीत, टाइप सी मुख्य रूप से पुराने कोटिंग के अलग-अलग हिस्सों को चमकाने के लिए उपयोग किया जाता है। एक मोटा स्थिरता प्राप्त करने, यह अस्थिर गोंद आपको व्यापक रूप से अलग पैनलों में शामिल होने की अनुमति देता है: जोड़ों के बीच का अंतर 2 मिमी या उससे अधिक हो सकता है। गोंद की आपूर्ति व्यापक "स्पॉट" से बनाई जाती है, लेकिन ऐसी ट्यूब के साथ काम करने के लिए विशेष विनम्रता की आवश्यकता नहीं होती है, क्योंकि सूखने के बाद, अतिरिक्त चाकू के साथ अतिरिक्त हटा दिया जाता है। हार्डनिंग, ठंडा वेल्डिंग प्रकार सी इसकी लोच को खो देता नहीं है, और परिणामी सीम उच्च लोच से विशेषता है।
टाइप ए के मुकाबले, इस तरह के ठंड वेल्डिंग उनके बीच जोड़ों के कम विश्वसनीय निर्धारण प्रदान करता है।
- वेल्डिंग के लिए के रूप में टाइप टी (इस मामले में नाम में पत्र नोजल ट्यूब के आकार को दर्शाता है), यह चिपकने वाला मुख्य रूप से एक महसूसशील अस्तर पर या पीवीसी और पॉलिएस्टर के आधार पर बहु-घटक उत्पादों के लिए लिनोलियम को विभाजित करने के लिए उपयोग किया जाता है। टी-प्रकार गोंद के फायदों में सीम की उच्च विश्वसनीयता और लोच, साथ ही साथ पैनलों के अदृश्य आंख रेखा कनेक्शन भी हैं। हालांकि, इस तरह के गोंद के साथ काम करने के लिए एक निश्चित मात्रा में अनुभव की आवश्यकता होती है, इसलिए, यदि इसका उपयोग उचित है, तो कोटिंग की स्वयं-असेंबली को त्यागना और पेशेवर को काम सौंपना सर्वोत्तम होता है।

मूल्य निर्धारण के लिए, ठंड वेल्डिंग गोंद की लागत लगभग 100 मिलीलीटर प्रति ट्यूब लगभग 140 से 450 रूबल तक होती है (प्रत्येक ट्यूब पर भौतिक खपत दर्शायी जाती है)। पेशेवरों के बीच सर्वोत्तम समीक्षा प्राप्त करने वाले ब्रांडों में से सिन्टेक्स (स्पेन), होमाकॉल और फोर्बो (सभी रूस) हैं।
कोटिंग में शामिल होने के लिए गोंद की किस्मों पर ध्यान केंद्रित करते हुए, किसी को फर्श के लिए सीधे फिक्सिंग एजेंट की खरीद के बारे में नहीं भूलना चाहिए। पहले से ही उल्लेख किया गया बिटुमेन मैस्टिक ऐसे फिक्सर हो सकता है। एक विशेष परिस्थिति में आवश्यक ठंड वेल्डिंग के प्रकार के साथ, यह गोंद आपको सामग्री को मंजिल पर सुरक्षित रूप से चिपकाने और कोटिंग के टिकाऊ निर्धारण को भी उच्च भार के तहत सुनिश्चित करने की अनुमति देता है।


उपकरण की तैयारी
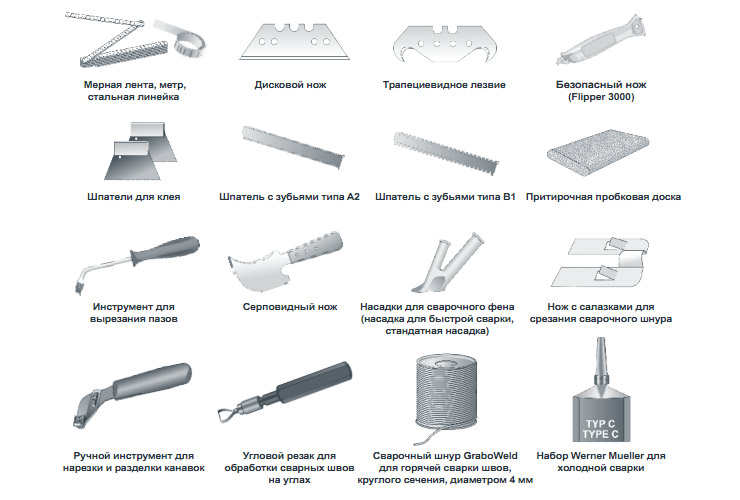
ठंड वेल्डिंग द्वारा लिनोलियम जोड़ों की स्थापना के लिए निम्नलिखित उपकरणों का उपयोग करने की अनुशंसा की जाती है:
- धूल से किनारों को साफ करने के लिए कपड़े;
- गोंद प्रवेश से फर्श की रक्षा के लिए विस्तृत मास्किंग टेप;
- प्लाईवुड (कवर के नीचे डाल दिया जब यह संयुक्त रेखा के साथ कटौती की जाती है);
- एक कट लाइन लगाने के लिए लंबे धातु शासक;
- लिपिक या वॉलपेपर चाकू;
- गोंद और श्वसन यंत्र गोंद के जहरीले पदार्थों से हाथों और श्वसन अंगों की रक्षा के लिए;
- चिकनाई सीम के लिए संकीर्ण रोलर।
प्रक्रिया की विशेषताएं: वेल्ड कैसे करें?
काम में इस्तेमाल होने वाला सबसे महत्वपूर्ण टूल चयनित प्रकार की सीधी वेल्डिंग है। इस तथ्य के बावजूद कि गोंद की प्रत्येक ट्यूब पर इसके उपयोग के लिए एक विस्तृत मार्गदर्शिका है, ऐसे कार्यवाही के सामान्य सिद्धांत हैं जो सक्षम रूप से सीमों में शामिल होने की अनुमति देते हैं। सबसे पहले, यह याद रखना चाहिए कि जोड़ों का ग्लूइंग मुख्य सतह क्षेत्र को ठीक करने से पहले भी सबसे पहले किया जाता है। काम करते समय अगली चीज़ को ध्यान में रखना आवश्यक है, प्रारंभिक काम के दौरान और ग्लूइंग की प्रक्रिया में उच्चतम संभव सफाई का पालन करना।


धूल और गंदगी से सामग्री की समय पर सफाई सीम सेवा की शुद्धता और स्थायित्व की कुंजी है।
सामग्री को अपने हाथों से काटना, आपको यह सुनिश्चित करना होगा कि पैनलों के किनारे चिकनी हों। इससे कोई फर्क नहीं पड़ता कि कितना शक्तिशाली विलायक गोंद है, आदर्श रूप से गैर-आदर्श किनारों को इसकी मदद से असंभव करना असंभव होगा। इसके अलावा, लिनोलियम के दो टुकड़ों के अंतिम संरेखण में, कोटिंग के पैटर्न से मेल खाने के लिए उचित ध्यान देना चाहिए, यदि कोई हो।

कदम से कदम
फर्श जोड़ों की वास्तव में सफल स्थापना की सबसे महत्वपूर्ण गारंटी चरण-दर-चरण निर्देशों का सटीक पालन है।
वेल्ड गठन
भविष्य में सीम को सही ढंग से बनाने के लिए, सबसे पहले पैनलों के बिल्कुल चिकनी किनारों को प्राप्त करना आवश्यक है। अतिरिक्त प्रयास किए बिना इसे प्राप्त करने के लिए एक दूसरे पर दो टुकड़ों को एक साथ काटने की अनुमति मिलती है। किनारों को ओवरलैप रखा जाता है, ताकि उनके नीचे फर्श को नुकसान से बचने के लिए प्लाइवुड संलग्न हो। इसके अलावा, गंदगी और गंदगी के बीच फंसे हुए धूल के कारण असमान काटने से रोकने के लिए, लिनोलियम के किनारों को पूरी तरह से नमक के कपड़े से सूखकर सूख जाता है। चादरों को ले जाने के बाद, वे प्रारंभिक अंकन की रेखा के साथ एक स्टेशनरी चाकू के साथ काटा जाता है, जो एक लंबे शासक और एक पेंसिल के साथ लागू होता है। सामग्री के टुकड़ों को जोड़ते समय, किसी को जितना संभव हो उतना तंग करने के लिए प्रयास करना चाहिए, ताकि भविष्य की सीम की चौड़ाई को न्यूनतम तक रखा जा सके। अब आप अगले चरण में जा सकते हैं।


सतह की तैयारी
गोंद के प्रवेश से बाकी लिनोलियम सतह की रक्षा के लिए, संयुक्त मास्किंग टेप को संयुक्त की पूरी लंबाई के साथ लागू किया जाना चाहिए। इसके बाद, भावी भविष्य की सीम की पूरी लंबाई के साथ एक तेज चाकू के साथ काट दिया जाता है।एक और विकल्प लिनोलियम को चिपकने वाला आकस्मिक प्रवेश से बचाने के लिए है: एक चिपकने वाला टेप अलग-अलग पैनलों के किनारों से अलग होता है। कोटिंग की सुरक्षा पर काम पूरा करने के बाद, यह मंजिल के सापेक्ष इसे ठीक करने के लिए तैयार है (यह मैस्टिक, गोंद या डबल पक्षीय टेप के साथ किया जा सकता है)। इसके बाद, एक संकीर्ण रोलर के साथ निश्चित सतह को लोहे की सिफारिश की जाती है और इसे एक नम कपड़े से फिर से मिटा दें, साफ जगहों को सूखने के लिए समय छोड़ना न भूलें।
गोंद लगाने से पहले, कुछ विशेषज्ञ संयुक्त हीटिंग को गर्म करने की सलाह देते हैं, और यह मेटल प्लेट के माध्यम से लोहे के साथ सीवन को इस्त्री करके किया जा सकता है, लेकिन स्थापना का यह चरण सख्ती से जरूरी नहीं है और कलाकार की पसंद बनी हुई है।


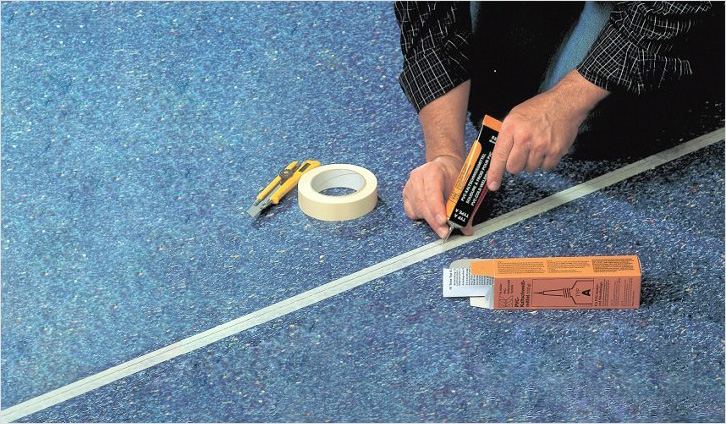
चिपकने वाला आवेदन
गोंद आवेदन चरण के लिए तैयार करने के लिए, ट्यूब को हिलाकर और उसकी नोक को साफ करना आवश्यक है, जिसे धीरे-धीरे चादरों के बीच के अंतर में डाला जाता है। गोंद को धीरे-धीरे, धीरे-धीरे और जल्दबाजी के बिना खिलाया जाना चाहिए, ट्यूब पर दबाने, इसे एक हाथ से और सुई को दूसरे के साथ पकड़ना चाहिए। जैसे ही गोंद का प्रवाह स्वयं प्रकट होता है, ट्यूब के स्पॉट धीरे-धीरे जंक्शन के साथ सख्ती से नेतृत्व करना शुरू करते हैं, जबकि गोंद पट्टी कम से कम 3-5 मिमी चौड़ी होनी चाहिए। केवल तभी वेल्डिंग पूरी तरह से अंतर को भर देगा और जाल के किनारों को पूरी तरह से भंग कर देगा।कैनवास में गोंद लगाने का एक और तरीका है: सबसे पहले, एक टुकड़े का किनारा गोंद के साथ लेपित होता है, फिर यह सीधे मंजिल से जुड़ा होता है, और उसी ऑपरेशन को सामग्री के दूसरे कट के लिए दोहराया जाता है, जिसके बाद दो चादरें एक-दूसरे के साथ जितनी संभव हो सके उतनी बारीकी से स्थानांतरित हो जाती हैं और रोलर के साथ चपेट में आती हैं।


काम खत्म करना
चिपकने वाला लगाने के 2 घंटे बाद, एक तीव्र कोण पर मास्किंग टेप को हटा दें और एक स्क्रैपर के साथ प्रकोप चिपकने वाला अवशेष हटा दें। यह याद रखना महत्वपूर्ण है कि फिक्सर कठोर होने के बाद ऐसा करने की सिफारिश की जाती है; पूरी तरह सूखने वाली सीम पर सफाई कार्य करने से यह सरल और अधिक सटीक है।


क्या देखना है?
किसी भी मरम्मत कार्य के साथ, अपने हाथों से, लिनोलियम के जोड़ों को स्थापित करते समय, आपको सावधानीपूर्वक स्थापित एसएनआईपी पर विचार करना चाहिए। सबसे पहले, सुरक्षा के बारे में याद रखना और गोंद के जहरीले तत्वों की वाष्पीकरण से हाथों और श्वसन अंगों की रक्षा करना आवश्यक है।
दस्ताने और एक श्वसन यंत्र हर समय पहना जाना चाहिए।
आपको किसी विशेष चिपकने वाले उपयोग के निर्देशों के साथ स्वयं को परिचित करना चाहिए और चरण-दर-चरण इसके निर्देशों का पालन करना चाहिए। इसके अलावा, संयुक्त की अधिकतम स्वच्छता और स्वच्छता प्राप्त करने के लिए, अंतिम सफाई करेंकई पासों में काम की सिफारिश की जाती है, क्योंकि सीम का तनाव, जो अतिरिक्त हटाने के दौरान होता है, संयुक्त में अवकाशों का गठन कर सकता है।




इन नियमों के अनुपालन और किसी भी प्रकार के ठंड वेल्डिंग के साथ काम करने के लिए सरल कदम-दर-चरण निर्देश लिनोलियम के जोड़ों को स्थापित करना और कई वर्षों तक गुणवत्ता के परिणाम का आनंद लेना आसान बना देंगे।
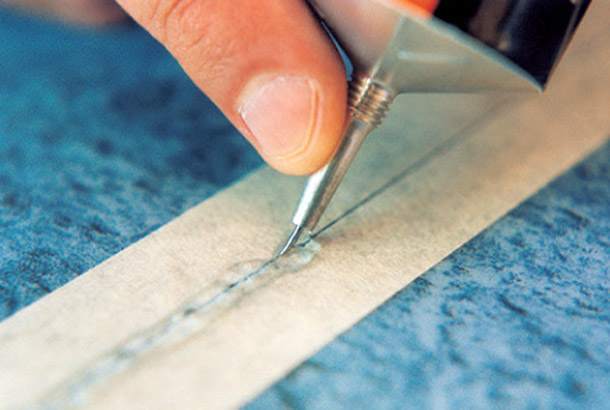
उदाहरण और विकल्प
यह तस्वीर टाइप ए के ठंड वेल्डिंग द्वारा लिनोलियम के जोड़ों को विभाजित करने का परिणाम दिखाती है।


ठंडा वेल्डिंग द्वारा प्राप्त कई जोड़ों के साथ अंतिम प्रकार का लिनोलियम है।

प्रकार सी वेल्डिंग अलग किनारों की मरम्मत के लिए उपयुक्त है।

इस वीडियो से आप लिनोलियम डालने के बारे में अधिक जानकारी में सीखेंगे।



















