Polypropylene पाइप जोड़ने के लिए तरीके

पॉलीप्रोपीलीन पाइप उपभोक्ताओं के बीच काफी लोकप्रियता प्राप्त कर चुके हैं। धातु के संस्करणों के विपरीत, पॉलीप्रोपाइलीन पाइप द्रव्यमान में काफी हल्के होते हैं, और इस प्रकार के संचार को जोड़ने के तरीकों को वेल्डिंग मशीन और धातु-काटना उपकरण के साथ काम करने के लिए कौशल की आवश्यकता नहीं होती है, जैसा लोहा पाइप के मामले में होता है।

विशेष विशेषताएं
किसी अन्य प्रकार के नलसाजी संचार के साथ, पॉलीप्रोपाइलीन पाइप की स्थापना में कई विशेषताएं हैं।
- जब बट वेल्डिंग, दीवारों 4 मिमी से अधिक मोटा होना चाहिए। जुड़ने वाली सतहों otvettsovany होना चाहिए, और जुड़े तत्वों के सख्त समानता को देखा जाना चाहिए।विशेष गाइड का उपयोग करने के लिए इसमें शामिल होने की सिफारिश की जाती है।
- चूंकि पॉलीप्रोपाइलीन पाइप पर थ्रेडिंग करना असंभव है, इसलिए थ्रेडेड जोड़ों के लिए थ्रेडेड फिटिंग का उपयोग किया जाता है, और जोड़ों को सील करने के लिए एक सीलेंट और टेफ्लॉन टेप का उपयोग किया जाता है।
- वेल्डिंग polypropylene पाइप, कमरे को हवादार करने के लिए आवश्यक है। कमरे में नकारात्मक तापमान के साथ, इस प्रकार के काम को नहीं किया जा सकता है, क्योंकि तत्वों के अपर्याप्त हीटिंग के साथ डॉकिंग कनेक्शन की मजबूती की गारंटी नहीं देता है।

- पॉलीप्रोपाइलीन पाइप के साथ वेल्डिंग करते समय, सोल्डरिंग लोहे को वांछित तापमान में गर्म करना और स्टैंड पर स्थापित करना आवश्यक है। काम के दौरान सुरक्षा सावधानी बरतनी आवश्यक है, क्योंकि हम उच्च तापमान के बारे में बात कर रहे हैं, जो 260 सी है।
तत्वों के अच्छे कनेक्शन के लिए, एक निश्चित पाइप व्यास के लिए आवश्यक पिघलने के समय का सामना करना आवश्यक है।
नीचे व्यास और समय अंतराल के मूल्य हैं।
- 16 मिमी - 5 सेकंड;
- 20 मिमी - 6 सेकंड;
- 25 मिमी - 7 सेकंड;
- 32 मिमी - 8 सेकंड;
- 40 मिमी - 12 सेकंड;
- 50 मिमी - 24 सेकंड;
- 63 मिमी - 40 सेकंड।

क्या जरूरत है?
पॉलीप्रोपाइलीन पाइप की स्थापना के लिए तत्वों को काटने और जोड़ने के लिए विशेष उपकरण की आवश्यकता होगी।
उपकरणों की सूची में ऐसे डिवाइस शामिल हैं:
- पाइप कटर;
- वेल्डिंग मशीन;
- सफाई;
- गोंद बंदूक;
- अंकन के लिए मार्कर;
- भाग और टेप उपाय कनेक्टिंग।
पाइप कटर पॉलीप्रोपाइलीन पाइप के लिए एक पेशेवर का उपयोग करना बेहतर होता है - इस तरह की एक उपकरण विश्वसनीयता की गारंटी देता है और आदर्श रूप से कटौती भी करता है, यह कट सतह पर burrs के गठन की अनुमति नहीं देगा। पाइप कटर चुनते समय, किसी को न्यूनतम और अधिकतम पाइप व्यास के रूप में इस तरह के एक महत्वपूर्ण पैरामीटर पर विचार करना चाहिए। उपकरण केवल मिश्र धातु इस्पात के ब्लेड के साथ चुना जाना चाहिए।
वेल्डिंग मशीन मैनुअल प्रकार में थर्मोस्टेट और हीटिंग के लिए स्टोव होना चाहिए, नोजल्स स्थापित करने के लिए खोलना। वेल्डिंग मशीन के लिए टेफ्लॉन कोटिंग के साथ नोजल की एक जोड़ी की आवश्यकता होती है। इसे प्रसिद्ध ब्रांडों से चुना जाना चाहिए जिन्होंने खुद को बाजार में साबित कर दिया है, क्योंकि संचालन की प्रक्रिया में संदिग्ध निर्माताओं का उपकरण असफल हो सकता है, जो सभी कामों को रोक देगा।


स्ट्रिपिंग मैनुअल और ड्रिल पर नोजल के रूप में हैं।
- बाहरी परत को अलग करने के लिए, आंतरिक चाकू (शावर) के साथ कपलिंग का उपयोग किया जाता है। पाइप के व्यास के नीचे, जिसे साफ़ किया जाता है, वांछित क्लच उठाओ। डबल-पक्षीय कपलिंग का भी उपयोग करें जो आपको विभिन्न व्यासों के साथ काम करने की अनुमति देता है।पाइप की भीतरी परत को साफ करने के लिए, एक स्वीपर-फ़ेसर लें, जिसमें चाकू अंदर हैं। ट्यूब उपकरण में डाला गया है और कई बार बदल गया है।
- ड्रिल पर नोजल्स के रूप में स्ट्रिपिंग मैन्युअल संस्करणों से केवल उपकरण धारक में डाली गई रॉड की उपस्थिति से भिन्न होती है।
गोंद बंदूक अन्य प्रकार के यौगिकों के विकल्प के रूप में इस्तेमाल किया जा सकता है। इस उपकरण में दो फायदे हैं: गोंददार सीम लगभग वेल्डेड और अन्य जोड़ों के रूप में अच्छे हैं, और गोंद जल्दी से सेट होता है। ऐसे कनेक्टर फिटिंग और अन्य तत्वों को पूरी तरह से मजबूत करते हैं।



माध्यम
पॉलीप्रोपाइलीन संचार को जोड़ने के कई तरीके हैं। चुनें कि किस विधि का उपयोग पीपी-पाइप और उनके उद्देश्य के प्रकार पर निर्भर करता है।
ठंडा वेल्डिंग विशेष चिपकने वाली संरचना के साथ तत्वों के बंधन के आधार पर। यह उन हिस्सों पर लागू होता है जिन्हें कनेक्ट करने की आवश्यकता होती है। सबसे पहले, चिपके हुए सतहों को degreased होना चाहिए। चिपकने वाला लगाने के बाद, कुछ समय के लिए प्रतीक्षा करें और इच्छित तत्व के साथ पाइप कनेक्ट करें। थोड़े समय के बाद (लगभग 20 मिनट) कनेक्शन स्थिर हो जाएगा और विश्वसनीय होगा।


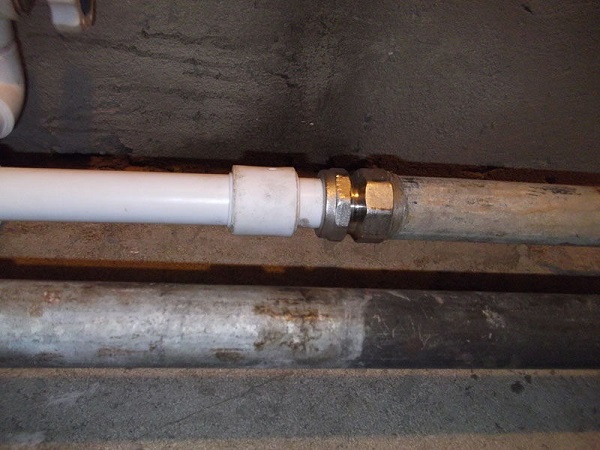
स्टील या कास्ट आयरन फिटिंग का उपयोग कनेक्शन। यह विधि पाइपलाइनों के लिए एक छोटे व्यास के साथ उपयुक्त है। आमतौर पर, झुकाव संचार के झुकाव और ramifications पर स्थापित कर रहे हैं। फिटिंग में टोपी, आस्तीन और क्लैंपिंग रिंग जैसे तत्व शामिल हैं, जो उत्पाद के घोंसले में स्थित हैं। पाइप को एक तह रिंग के माध्यम से तय किया जाता है जो फिटिंग के डिजाइन में शामिल होता है।
कनेक्शन फिटिंग के दौरान कार्रवाई की एक चरण-दर-चरण योजना का पालन करना होगा:
- पाइप को दाहिने कोण पर काटा जाना चाहिए;
- सभी burrs सतह पर हटाने के लिए हटा दिया जाना चाहिए;
- तो आपको पाइप पर फिटिंग से अखरोट स्थापित करने और उस पर एक क्लैंपिंग रिंग डालने की आवश्यकता है;
- उसके बाद, इसे फिटिंग में पाइप डालने और क्लैंपिंग अंगूठी और अखरोट के साथ कनेक्शन को तेज करने की आवश्यकता होती है।

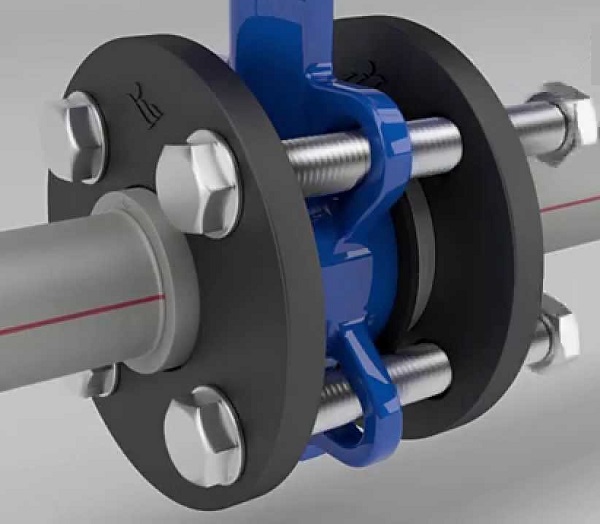
Flanges के उपयोग के साथ कनेक्शन बहुत विश्वसनीय माना जाता है, उच्च तापमान और उच्च दबाव का सामना कर सकते हैं। इस विधि का उपयोग उस मामले में किया जाता है जब आपको वेल्डिंग का उपयोग किए बिना पॉलीप्रोपाइलीन पाइप कनेक्ट करने की आवश्यकता होती है। कनेक्शन बोल्ट के लिए उपयोग किया जाता है, जो निकला हुआ किनारा धागा में खराब हो जाते हैं।
Flanges से कनेक्ट करते समय, निम्नलिखित स्थापना नियमों को देखा जाना चाहिए:
- पाइप के जंक्शन पर burrs की उपस्थिति से परहेज, कटौती करने के लिए आवश्यक है;
- कटौती पर स्थापित गैस्केट, 15 सेमी का प्रकोप होना चाहिए;
- निकला हुआ किनारा पर एक गैसकेट डालें और इसे जोड़ने के लिए एक और पाइप पर घुड़सवार एक और निकला हुआ किनारा के साथ कनेक्ट करें;
- gaskets को इस तरह से स्थापित करना आवश्यक है कि उनका अनुभाग बोल्ट को छूता नहीं है;
- निकला हुआ किनारा पर एक से अधिक गैसकेट स्थापित नहीं किया जा सकता है, क्योंकि इससे मजबूती कम हो जाएगी।

युग्मन का उपयोग कर युग्मन। पाइप पर कपलिंग को जोड़ने के लिए, आपको अपनी अगली स्थापना के लिए धागा बनाना होगा और एक कड़े कनेक्शन के लिए उस पर थोड़ा टॉव लपेटना होगा। जुड़ने वाले किनारों को ठीक से काटा जाना चाहिए और मार्कर के साथ युग्मन की स्थापना की जगह को चिह्नित करना चाहिए। फिर आपको युग्मन के लिए स्नेहक लागू करने और पहले चिह्नित स्थान में पाइप पर स्थापित करने की आवश्यकता है।

वेल्डिंग गर्म जुड़ने की विधि को संदर्भित करता है। इस प्रकार का कनेक्शन सबसे भरोसेमंद है, और इसका सार पॉलीप्रोपाइलीन की पिघलने में 260 सी के तापमान की क्रिया के तहत एक विशेष उपकरण के साथ पिघलने में निहित है। वांछित तापमान में गर्म तत्वों को कसकर दबाया जाता है, और ठंडा होने के बाद, एक विश्वसनीय कनेक्शन बनता है।पॉलीप्रोपाइलीन के अंतिम बहुलककरण के युग्मन के बाद 20 मिनट लगेंगे।
वेल्डिंग द्वारा कनेक्शन शुरू करने से पहले, आपको सभी अनियमितताओं और burrs को हटाने की जरूरत है, और यदि पाइप में फोइल की परत है, तो इसे एक मशीन के साथ सफाई करके संसाधित किया जाना चाहिए।

वेल्डिंग द्वारा जुड़ते समय, कार्यों का निम्नलिखित अनुक्रम देखा जाना चाहिए:
- वेल्डिंग मशीन चालू करें और इसे 260 सी के तापमान पर गर्म करें;
- तंत्र के नोजल को जुड़े प्रोपेलीन पाइप पर रखा जाना चाहिए - यह बहुत जल्दी किया जाना चाहिए;
- जब वेल्डेड तत्व पिघलने लगते हैं, तो उन्हें उपकरण से निकाल दिया जाता है;
- 15 सेकंड के लिए मजबूती से दबाकर पिघला हुआ तत्व एक दूसरे के साथ कनेक्ट करें;
- कनेक्टेड तत्वों को पूर्ण सेटिंग के लिए बहुलक होना चाहिए - इसमें आमतौर पर लगभग 20 सेकंड लगते हैं।


वेल्डिंग द्वारा शामिल होने पर सामान्य गलतियों:
- वेल्डिंग के दौरान उनके हीटिंग के समय तत्वों का विस्थापन;
- तत्वों में शामिल होने पर, उन्हें घूर्णन नहीं किया जा सकता है - अन्यथा सीम अविश्वसनीय होगी;
- जब वेल्डिंग क्रेन, वाल्व के स्थान को ध्यान में नहीं रखा गया था, और वे स्वतंत्र रूप से स्थानांतरित नहीं हो सके।

पीएनडी या पीवीसी पाइप सोल्डरिंग से जुड़ा जा सकता है। यह पॉलीथीन निर्माण के लिए विशेष रूप से सच है।
कैसे कनेक्ट करें?
उस स्थिति में जब आपको धातु के साथ पॉलीप्रोपाइलीन पाइप कनेक्ट करने की आवश्यकता होती है, तो आप थ्रेडेड कनेक्शन विधि का उपयोग कर सकते हैं। ऐसा करने के लिए, आपको विशेष फिटिंग की आवश्यकता होगी, जिसमें से एक अंत चिकनी है, और दूसरा धातु पाइप के नीचे थ्रेड किया जाता है। इस प्रकार के कनेक्शन के साथ पाइप व्यास 40 मिमी से अधिक नहीं होना चाहिए।
फिटिंग पर धागा बाहरी और आंतरिक दोनों हो सकता है। प्लास्टिक की पाइप वेल्डिंग के लिए पीछे की ओर एक चिकनी सतह की आवश्यकता होती है। कसने के लिए मुख्य रूप से तिलहन तेल के साथ भिगोकर फ्लेक्स का इस्तेमाल किया जाता है।
टॉव को अधिकतम दो मोड़ और धागे की दिशा में लागू किया जाना चाहिए।


थ्रेडेड माउंटिंग विधि के लिए क्रियाओं का अनुक्रम:
- दाहिने कोण पर पाइप का एक कट बनाते हैं, इसका अंत ग्रीस के साथ चिकना होता है, और फिर थ्रेड को काटने वाले उपकरण के साथ रखा जाता है;
- धागे से सभी चिप्स हटा दें और बट संयुक्त को सील करें;
- एक धागा पाइप पर खराब हो गया है;
- युग्मन के विपरीत चिकनी छोर को पॉलीप्रोपाइलीन पाइप में वेल्डेड किया जाता है।
पॉलीप्रोपाइलीन पाइप दोनों वेल्डिंग और ठंडे तरीके से जुड़े जा सकते हैं। पहले विकल्प को अधिक वरीयता दी जाती है, क्योंकि इसे सबसे विश्वसनीय और टिकाऊ माना जाता है।


वेल्डेड संयुक्त
वेल्डिंग से पहले, पॉलीप्रोपाइलीन पाइप और उनके लिए फिटिंग को एक degreasing समाधान के साथ इलाज किया जाना चाहिए, और फिर सूखने की अनुमति दी - केवल इस प्रक्रिया के बाद, आप सीधे वेल्डिंग के लिए आगे बढ़ सकते हैं। इस तरह के प्रारंभिक काम किसी भी प्रकार के पीपी-पाइप के लिए जरूरी है, जो कि पन्नी के साथ मजबूत होते हैं। एक प्रबलित पाइप में, कतरन एक विशेष सफाई उपकरण (शेवर) के साथ किया जाता है जिसमें पाइप का वांछित अंत डाला जाता है और कई बार बदल जाता है। पट्टी के बाद, पाइप के ऊपरी हिस्से को degreased होना चाहिए।


पाइप पर एक मार्कर के साथ एक निशान डालना आवश्यक है, इसे उचित दूरी को चिह्नित करने के लिए इसे उचित में चिह्नित करना आवश्यक है। फिर पाइप के अंत को मंडल पर रखा जाना चाहिए और वेल्डिंग मशीन की आस्तीन में फिटिंग डालना चाहिए। सभी कार्यों को बहुत जल्दी और स्पष्ट किया जाना चाहिए। इसके बाद, आवंटित तत्वों को आवंटित समय के लिए सख्ती से गरम किया जाता है।
तत्वों को वेल्डेड पिघलने के बाद, उन्हें नलिका से हटा दिया जाना चाहिए और जल्दी से पाइप को फिटिंग में दबाएं।कुछ बलों को शामिल होने के लिए जरूरी है, क्योंकि वेल्डेड किए जाने वाले तत्वों को कसकर दबाया जाना चाहिए और कुछ समय के लिए इस स्थिति में रखा जाना चाहिए। 20 सेकंड से अधिक समय तक तत्वों में शामिल होने के लिए जरूरी नहीं है, क्योंकि इस बार उनकी फर्म पकड़ के लिए पर्याप्त है। कनेक्ट करने के बाद, कुछ मिनट के लिए ठंडा होने की अनुमति सुनिश्चित करें।


धातु-प्लास्टिक के रूपों के साथ polypropylene पाइप का कनेक्शन
इस मामले में, युग्मन विधि को कनेक्शन की विश्वसनीय विधि माना जाता है। स्थापना के लिए, आपको समायोज्य प्रकार, सीलेंट और टॉव की दो कुंजी की अतिरिक्त आवश्यकता होगी।
Polypropylene और धातु-प्लास्टिक पाइप कनेक्ट करते समय कार्यों का अनुक्रम:
- विभाजन तत्व दो भागों में अलग किया गया है;
- बाहरी धागे के साथ, आपको टॉव को हवा और सिलिकॉन सीलेंट के साथ फ्फफ करने की आवश्यकता होती है;
- दूसरा फिटिंग भी टॉव लपेटता है, और सब कुछ सिलिकॉन के साथ चिकनाई है;
- कनेक्शन के कुछ हिस्सों को मैन्युअल रूप से पहले एक साथ मोड़ दिया जाना चाहिए, और फिर समायोज्य रिंच के साथ दबाए रखें।



सिफारिशों के मुताबिक घर पर सोल्डरिंग या वेल्डिंग पाइप मुश्किल नहीं है।
टिप्स
- Polypropylene पाइप के जंक्शन पर सीम वेल्ड करने के लिए मजबूत था,तत्वों को शामिल करने के लिए एक ही रासायनिक संरचना का होना चाहिए जिसमें बहुलक बनाया गया है। इसलिए यह एक निर्माता के पाइप खरीदने लायक है।
- वेल्डिंग एक सुविधाजनक और विशाल जगह पर जाने के लिए सबसे सुविधाजनक है, जो आपको संचार के कई तत्व एकत्र करने की अनुमति देगा। फिर वे केवल सही जगह पर ठीक हो जाएंगे।
- वेल्डिंग मशीन का उपयोग करते समय विशेष दस्ताने का उपयोग करने की दृढ़ता से अनुशंसा की जाती है - वे जला से हाथों को बचाएंगे।
- इंस्टॉलेशन के लिए टूल्स को गुणवत्ता का चयन करना चाहिए - साबित ब्रांडों से।
अगर स्थापना एक बार है, तो इसे खरीदने के लिए अनुचित है - यह आवश्यक उपकरण किराए पर लेने के लिए बहुत सस्ता होगा।

आप नीचे दिए गए वीडियो को देखकर अपने हाथों से पॉलीप्रोपाइलीन पाइप के लिए वेल्डिंग मशीन बनाने का तरीका जान सकते हैं।



















